




目前国内大多数企业对于钢板等金属材料加工,在切割垂直面上多以直角垂直居多,部分特殊倒角切割则需要配备有专门的割炬调节装置,但也需要保持切割面的平滑与光洁。 导致数控切割机钢板切割垂直度不够的主要问题集中在切割面溶渣量的多少。 数控切割机常见的两类切割方式中——数控等离子切割机和数控火焰切割机,均或多或少存在切割面的挂渣现象,为了帮助更多的用户了解并处理相关问题,下面我们将着重以等离子切割机为例,说明一下类似问题的处理办法:
数控等离子切割机切割面的垂直度依然存在类似情况,同时考虑到目前数控等离子切割机主要用于不锈钢等特殊材质材料切割加工,其溶渣处理相比碳板来说更为困难,这对一些精加工企业或希望减少二次加工的用户来说,如何降低溶渣残余、提高切割平面度质量,成为核心要求。
因此知需求了,下面我们来找问题。
从字面意义理解,所谓切割面平面度是指所测部位切割面上的高点和低点、按切割面倾角方向所作两条平行线的间距。切割行业也称之为坡口。坡口的衡量是以角度为标准的坡口角度越小越好。
一般来说,使用数控等离子切割机加工后的切割面约存在约0.253.80mm厚的熔化层,此厚度的溶渣残余化学成分是和材料本身一致的包括切口表面的化学成分也没有改变。因此,用等离子弧切割不锈钢是不会影响它耐腐蚀性的,换句话来说可允许范围的溶渣残余,并不影响切割料的物理特性,只是为降低溶渣厚度,通过调节数控等离子切割机的工作气体气压以及割炬行走速度就可以达到。
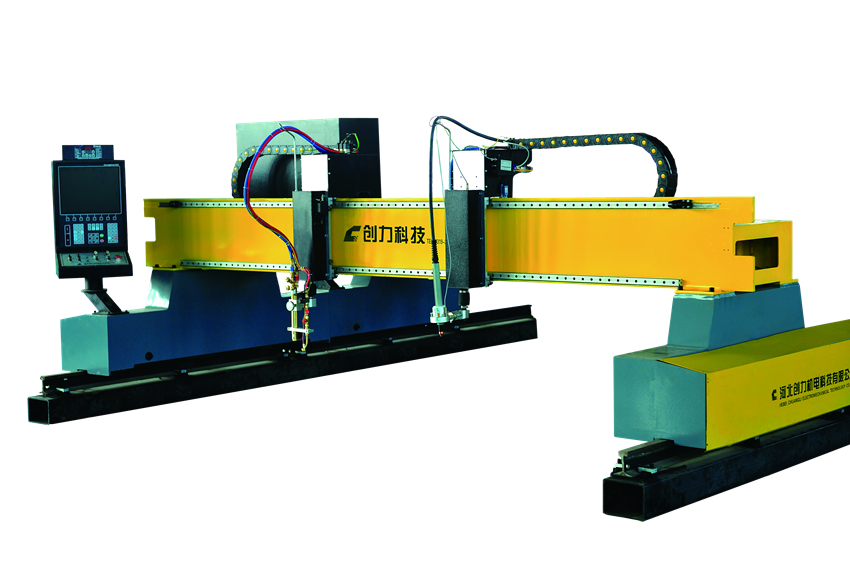
数控等离子切割机的切割效果相对比较难以控制,跟速度、电流、空气压力、割枪喷嘴损耗情况都有一定关系,需要结合经验丰富的操作工,在实际作业时按照说明书熟练调整工艺参数;切割效果如何,优质的设备只占一半,另一半就在于工艺参数的调整了。
河北创力机电科技有限公司是国内大型智能装备制造研发生产企业,专业致力于激光切割装备、智能化钢结构生产线、工业机器人等装备,我们将以优质的产品和精诚的服务回报广大客户对我们的支持和厚爱!如有需要请联系我们:
咨询热线:4000-888-086
手机/微信:15933391314 王
创力科技:www.zgclkj.com.cn
创力激光:www.canlee.cn
公司地址:河北省邢台市经济开发区兴泰大街969号




 0319-3975333
0319-3975333


 在线留言
在线留言
